山东鑫泰鑫智能装备有限公司
联系人:李经理
手机:15095220299
电话:0536-6576161
传真:0536-6067766
邮箱:sdxteax@163.com
地址:山东省诸城市芦河大道北段
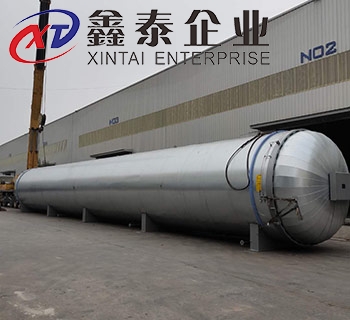
本公司生产的木材防护成套真空压力设备,适用于各种木材的防腐、阻燃、防蛀、防火、防虫、改性、染色、炭化、脱脂等深加工处理。具有适用性广、深加工处理效果好、容量大、布局合理、放心可靠等优点,减轻劳动强度,节省劳动力,广泛满足用户对各类木材深加工要求。
一、生产工艺程序:
加压法是木材防腐处理重要、有效的工业处理方法。将木材放入木材防腐罐内,用压力将防腐药剂注入木材内部。
真空加压浸注法一般工艺流程为:.前真空——保持真空并加入防腐剂——达到液位后开启加压泵升压——保压浸注——达到保压时间后卸压——排出防腐剂——后真空——恢复大气——开罐门取出木材
二、操作步骤:
1、前真空:木材装入罐内封闭罐门开启充气密封装置,在加入防腐剂之前向罐内抽真空,目的是从木材中抽出空气以利于防腐剂浸注木材。真空度一般为负79.8—90kPa之间,保持时间因产品不同而异,处理罐变成真空后,木材中的一部分空气也被抽出,防腐剂进入木材内部的阻力也会相应减少,会更容易的进入木材细胞内。
2、加入防腐剂:在保持真空的情况下通加入防腐剂(保持真空度要看要看液料进注阀门开启的大小),以确保相同情况的空气被截留在木材细胞中。
3、加压阶段:当防腐剂充满木材罐后解除真空,开始升压,压力慢慢地升到所需压力,然后保持该压力直到规定的防腐剂量注入木材为止。
4、泄压、排出防腐剂:当规定的防腐剂总吸收量达到后,卸出罐内压力,此时会有一定程度的反冲现象(5-15%)
5、后真空:当处理罐中防腐剂排出之后,向处理罐抽真空,目的是抽出部分细胞腔的防腐剂和木材表面多余的防腐剂,以减少出罐时的滴液现象。
6、恢复大气后,开罐门取出木材即可。